
The textile industry, one of the oldest and most dynamic sectors, has embraced the Internet of Things (IoT) to revolutionize operations, products, and customer experiences. This convergence of technology and textiles, coupled with Artificial Intelligence Services and Machine Learning Services, is driving significant change, bringing unprecedented connectivity from fiber production to the finished product.
The role of IoT in Textile Industry is pivotal, enabling real-time insights, improved efficiency, and innovative possibilities in fashion and apparel. This article delves deep into the transformative impact of IoT, Artificial Intelligence Services, and Machine Learning Services in this domain.
- By 2027, the IoT market in textiles is expected to reach $25 billion, growing at a CAGR of 11.5%.
- 70% of textile manufacturers using IoT report significant cost savings within three years of implementation.
Table of Contents
What is IoT in Textile Industry?
IoT (Internet of Things) in the textile industry refers to the integration of smart technologies to enhance operations across the entire supply chain. Key aspects include:
- Sensors and Smart Devices: Embedded in machinery, fabrics, and raw materials to collect data for real-time monitoring.
- Automation: IoT enables automatic control of manufacturing processes, reducing manual intervention and improving efficiency.
- Connected Ecosystem: IoT links various stages of production, from raw material sourcing to retail, ensuring seamless communication.
- Data-Driven Insights: Collecting and analyzing data helps optimize production, reduce waste, and improve resource management.
- Predictive Maintenance: IoT devices detect potential machine failures in advance, reducing downtime and maintenance costs.
- Sustainability: Real-time monitoring of energy and material usage, helping companies reduce waste and environmental impact.
- Customer Experience: Enhanced interaction through smart textiles, such as wearables and personalized products.
Key Benefits of IoT in Textile Industry
1. Enhanced Production Efficiency:
IoT-enabled devices provide real-time insights into machinery performance and production processes. This leads to:
- Real-Time Insights: IoT devices provide continuous monitoring of machinery performance and production processes.
- Faster Problem Detection: Identifies bottlenecks quickly, ensuring swift resolutions.
- Optimized Resources: Helps allocate materials and labor more efficiently.
- Reduced Downtime: Minimizes machine breakdowns through proactive monitoring.
2. Real-Time Monitoring and Control:
With IoT, manufacturers can monitor production remotely, ensuring:
- Remote Oversight: Manufacturers can remotely track production, ensuring smooth operations.
- Consistent Quality: Ensures high and uniform product quality by monitoring processes.
- Early Malfunction Detection: IoT identifies issues early, preventing major failures and improving workflow.
3. Predictive Maintenance:
IoT sensors collect data to predict machinery failures before they occur. This reduces:
- Data-Driven Predictions: Sensors collect data to forecast when machines need maintenance.
- Cost Reduction: Prevents unplanned downtime, lowering maintenance costs.
- Avoiding Production Halts: Ensures machines are running optimally by predicting and addressing issues in advance.
4. Waste Reduction and Sustainability:
IoT enables precise tracking of raw materials and energy usage, contributing to:
- Material Tracking: IoT helps track raw materials usage, reducing waste.
- Energy Efficiency: Monitors energy consumption, leading to more sustainable production practices.
- Environmental Impact: Reduces fabric wastage and lowers the carbon footprint of manufacturing.
5. Improved Supply Chain Management:
IoT streamlines supply chain operations through data-driven insights, ensuring:
- Real-Time Inventory Tracking: Monitors stock levels and shipments to prevent delays.
- Logistics Optimization: Enhances transportation efficiency and delivery timelines.
- Demand Forecasting: Predicts market needs to avoid overproduction and stockouts.
Applications of IoT in the Textile Supply Chain
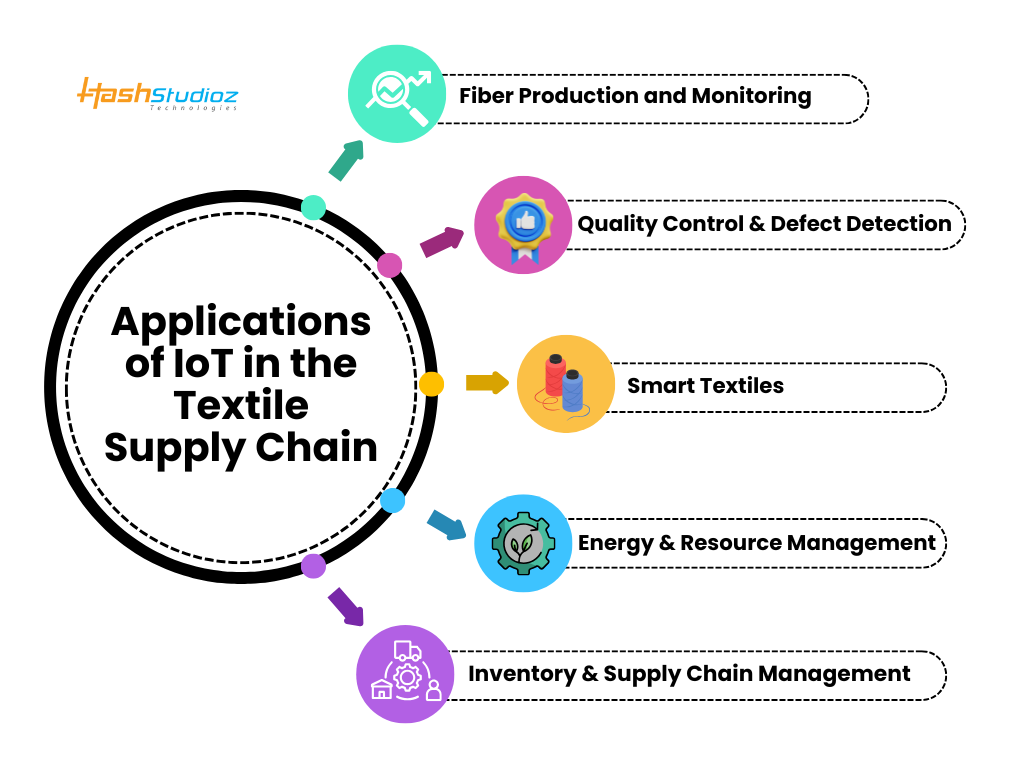
1. Fiber Production and Monitoring:
IoT technologies ensure optimal growing conditions and monitor fiber quality during production. Sensors measure:
- Optimizing Growth Conditions: IoT sensors monitor factors like soil moisture and temperature, ensuring ideal conditions for fiber production.
- Quality Monitoring: Sensors measure the strength and consistency of fibers during production, ensuring high-quality raw materials.
2. Smart Textiles:
IoT transforms traditional fabrics into smart textiles embedded with sensors for functionalities like:
- Health Monitoring: IoT enables textiles to track vital signs like heart rate and body temperature for health-related applications.
- Environmental Sensing: Smart fabrics can sense and respond to environmental changes such as temperature or humidity.
- Enhanced Wearability: Sensors embedded in textiles improve comfort and performance, making clothes more adaptable.
3. Quality Control and Defect Detection:
AI and IoT systems inspect fabrics in real-time, identifying defects early and ensuring:
- Real-Time Inspections: IoT systems, integrated with AI, detect defects in fabrics during production, reducing human error.
- Improved Product Quality: Early defect detection ensures high-quality end products and reduces returns or complaints.
4. Inventory and Supply Chain Management:
IoT streamlines logistics through automated tracking systems, enabling:
- Automated Tracking: IoT enables real-time tracking of materials and products, improving inventory management.
- Efficient Operations: Streamlines supply chain logistics, ensuring timely deliveries and reducing operational inefficiencies.
5. Energy and Resource Management:
IoT systems monitor and optimize energy consumption and resource utilization, promoting sustainability:
- Energy Efficiency: Tracks energy usage patterns to identify areas for improvement and reduce waste.
- Resource Optimization: Ensures optimal use of water, chemicals, and raw materials during production.
- Cost Savings: Reduces operational costs by minimizing resource wastage and improving efficiency.
Challenges of IoT in Textile Industry
1. Addressing Cybersecurity Concerns:
With IoT devices generating vast amounts of data, protecting sensitive information is critical. Key challenges include:
- Data Security: Ensuring that customer, operational, and financial data is secure from cyberattacks.
- Privacy Issues: Complying with regulations to protect customer privacy in the collection and storage of data.
- Network Vulnerabilities: Safeguarding connected systems against potential breaches or unauthorized access.
2. Managing Implementation Costs:
The initial investment in IoT and AI technologies can be significant, presenting challenges such as:
- High Setup Costs: Deploying IoT infrastructure, devices, and AI systems requires substantial financial resources.
- Ongoing Maintenance: The cost of maintaining and updating IoT systems and AI technologies can be an ongoing burden.
- Budget Planning: Businesses must carefully plan and manage their budgets to justify the investment.
3. Ensuring Scalability:
As businesses grow, IoT systems must adapt to evolving needs and larger data volumes. Challenges include:
- System Flexibility: IoT systems need to scale efficiently without disrupting ongoing operations.
- Integration with New Technologies: IoT solutions must be compatible with new technologies and business models as they emerge.
- Data Management: Handling the growing volume of data generated by expanding IoT devices requires robust storage and processing solutions.
4. Skill Gaps and Workforce Training:
The adoption of IoT in the textile industry requires skilled professionals who can manage and operate IoT systems. Challenges include:
- Skill Shortages: Lack of technical expertise in IoT implementation and maintenance.
- Training Needs: Upskilling employees to handle IoT technologies effectively.
- Change Management: Overcoming resistance to new technologies within the workforce.
5. Connectivity and Infrastructure Limitations:
IoT relies heavily on seamless connectivity and modern infrastructure, which can be a hurdle in some regions. Challenges include:
- Network Dependence: IoT devices require stable internet connections, which may not be available in all areas.
- Infrastructure Costs: Upgrading legacy systems and networks can be expensive and time-consuming.
- Downtime Risks: Connectivity failures can disrupt production and monitoring processes, leading to inefficiencies.
AI in Fashion and Apparel: Real-Time Virtual Fitting Rooms and Personalized Shopping
Future Trends of IoT in the Textile Industry
The IoT in Textile Industry is transforming the sector with smarter, more sustainable, and efficient solutions. Key trends include:
- Smart Textiles and Wearables: Fabrics with embedded sensors for health monitoring and interactive fashion.
- Predictive Analytics: AI-powered forecasting for demand, inventory, and supply chain optimization.
- Sustainable Manufacturing: IoT-enabled monitoring to reduce waste, optimize resources, and support eco-friendly practices.
- Automation and Robotics: Smart factories with AI and robotics for faster, high-quality production.
- Personalized Customer Experiences: Virtual try-ons, AR, and AI-driven customization for better engagement.
- Blockchain Integration: Improved traceability, transparency, and counterfeit protection through IoT-enabled tracking.
- 5G and Edge Computing: Faster data processing and scalable IoT networks for real-time monitoring.
Why Choose HashStudioz for IoT in the Textile Industry?
HashStudioz is a trusted leader in providing cutting-edge IoT solutions tailored for the textile industry. Here’s why partnering with HashStudioz is the right choice:
- Expertise & Industry Knowledge: HashStudioz combines deep IoT expertise with a strong understanding of the textile industry, offering solutions tailored to your needs.
- Customized Solutions: We design IoT strategies that align with your business goals, improving efficiency, quality, and sustainability.
- Advanced Technology: Utilizing the latest AI, machine learning, and cloud technologies, ensuring future-ready and scalable IoT systems.
- End-to-End Support: From consultation to implementation and maintenance, we provide complete, seamless IoT integration.
- Security & Data Privacy: Robust cybersecurity measures are in place to protect your sensitive data.
How HashStudioz Can Help You
- Enhanced Production Efficiency: Optimize manufacturing processes, reduce downtime, and improve quality with IoT solutions.
- Predictive Maintenance: AI-powered systems predict machinery failures, cutting maintenance costs and downtime.
- Supply Chain Optimization: Real-time tracking improves inventory management and logistics.
- Sustainability: Track and optimize resource use, reducing waste and environmental impact.
- Customer Experience: Enhance personalization, product customization, and interactivity for better customer engagement.
HashStudioz helps you unlock the full potential of IoT, driving innovation and competitiveness in the textile industry.

Conclusion
The integration of IoT in Textile Industry, supported by Artificial Intelligence Services and Machine Learning Services, marks a paradigm shift from traditional methods to a connected, data-driven ecosystem. From enhancing production efficiency to offering personalized consumer experiences, these technologies are paving the way for a more innovative, sustainable, and customer-centric textile industry.
FAQs
1. What is IoT in the textile industry?
IoT in the textile industry refers to the integration of smart sensors, devices, and data analytics to monitor, automate, and optimize various stages of textile manufacturing, from fiber production to inventory management and retail operations. It enables real-time monitoring, predictive maintenance, and improved supply chain efficiency.
2. How does IoT improve efficiency in textile manufacturing?
IoT enhances efficiency by providing real-time insights into machine performance, detecting bottlenecks, enabling predictive maintenance, and optimizing resource utilization. It reduces downtime, minimizes waste, and improves production speed and quality.
3. What are smart textiles, and how does IoT enable them?
Smart textiles are fabrics embedded with IoT-enabled sensors and devices to offer advanced functionalities like health monitoring, environmental sensing, and performance tracking. IoT enables these textiles to collect and transmit data for enhanced comfort, usability, and interactivity.
4. What are the major challenges of implementing IoT in the textile industry?
Key challenges include high implementation costs, cybersecurity risks, scalability issues, and the need for skilled professionals to manage IoT systems. Ensuring reliable connectivity and upgrading existing infrastructure also pose challenges.
5. How can IoT contribute to sustainability in the textile industry?
IoT promotes sustainability by enabling precise tracking of raw materials and energy consumption, reducing fabric waste, optimizing resource utilization, and lowering the carbon footprint. It supports eco-friendly practices through automated monitoring and data-driven decision-making.